Yes, I'm back. I've been out for a while ascending the steep CNC learning incline. Well, it's actually not that steep, I've just had a lot going on lately that has pulled me from the project. Same news, different day. This is why it's taking me 4x longer to complete the instrument, but I digress.
The focus lately has been on making my own jacks. I'm know, this means I'm a bit touched, yet I must try. Besides, it will, as
Owen Daly has said, give me specific insights into not only the jack making process, but the jacks themselves that I otherwise would not have. Now, the difference with me is that I choose to make the blanks on the CNC machine, rather than cut them with table and/or band saws.
What is a CNC machine? CNC stands for Computer Numerical Control. When I design a three-dimensional part using software (
Autodesk Fusion 360 for me), I also define the "toolpaths" that guide the cutting tools, or end mills (really just high quality router bits), through the cuts. Understanding how to think in terms of negative space is key here. When using a CNC, it's a subtractive process and your design must be created in ways that are amenable to clearing material with, essentially, a router bit. The ultimate toolpath output consists of lines of numerical data (gcode) that are fed to the machine using driver software (in my case,
Universal GCode Sender).
Below is a photo of the machine, including the stand I made from Craigslist-procured pallet wood, and a bit holder I made using it.
Then, there's the cutting workflow to consider. How will I make the cuts? Will they be rough or finish cuts? How much of the jack can I make with the thing? What should I define for the material dimensions (considering the unique characteristics of the cutter and dust collection boot), etc. It turns out, at least for me, the CNC generally offers an 80/20 production proposition - I can cut about 80% of a part, leaving 20% for finish handwork.
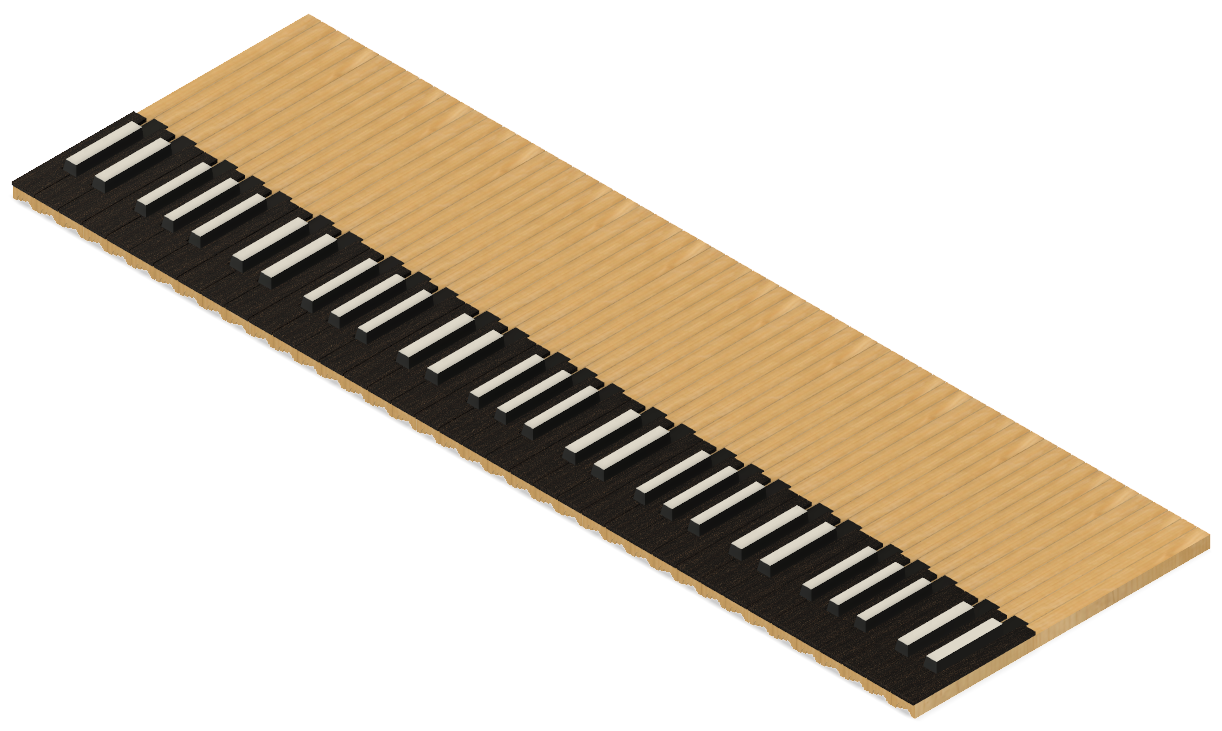
Whenever creating a new part for cutting on the CNC, I always run a prototype set first. The one in the photo below is of poplar and the lengths of the jacks are excessive, but I didn't care since I would be throwing them into the scrap bin for Crazy Chicken Lady, anyway.
I'm cutting the final blanks from a 4mm thick sheet of beech and then also cutting the tongues from a 5mm sheet of beech. Again, the orientation of the material and parts are the keys to success here. In this case, I'm cutting on the "face" of the jacks and the "side" of the tongues. Because the sheets are so thin, I installed inserts into the wasteboard of the CNC so I could use flat headed screws to hold down the material. This virtually negates the chances of hitting a clamp while cutting.
As you can see, the hold down screws are well out of the way. Once I was happy with this alteration, I charged ahead with cutting 40 jacks from beech.
As you can see, a little handwork is in order to get the jacks into shape to accept tongues. I'll sand them down and the cut the tongue bevels into them using a small, thin Japanese saw. The bevels are at about 30 degrees and their depth of cut on the front and back are determined largely by their length (if that makes any sense at all). I will be putting 5.5mm and 3mm tick marks on the front and back, cutting them, and then clearing the bevel material with a 3mm (1/8") wide chisel. Like I said, an 80/20 proposition.
Interestingly, the tongues require much less handwork after cutting.
Because I'm using a 5mm thick piece of beech and cutting them from the side, this will help them fit snugly into the space cut for the jack tongues so I can drill accurate fastening holes using a jig loaned to me by Owen. Then, I'll sand them down a bit so they swing freely in their respective slots. More to come on this exacting process.
On a tangentially related note, I did manage to pick up a
Triquetra-CNC "touch probe" for the CNC. When dealing with small tolerances like those required by jack and tongue cutting, it's necessary to get the bit as close to the true top of the material as possible. A touch probe does the trick by plugging into the CNC motherboard and calling a probe function of the software I use to run the machine. This gives me complete accuracy on the X, Y, and Z planes so the cuts are flawless. It's arguably the best $70 I've ever spent.
Until next time...